Produktionsbegleitung optimiert Abläufe und Ergebnisse
elumatec-Stabbearbeitungszentren und eluCad, Software für Profilbearbeitung, sind ein bewährtes Duo für effektive Arbeitsabläufe. Immer wieder kommt es aber vor, dass zum Auftrag unpassende eluCad-Einstellungen die Maschinenbewegungen bremsen und die gesamte Bearbeitungszeit unnötig verlängern. Eine fachkundige Produktionsbegleitung bietet Gelegenheit, eluCad-Einstellungen, Bearbeitungszeiten und Fräsergebnisse zu optimieren. Von den Experten-Tipps z. B. zu Makros oder Variablen profitieren Maschinenbediener sofort bei aktuellen Aufträgen und langfristig in ihrem Arbeitsalltag.

ergebnisse zu optimieren. So können Sie noch schneller und wirtschaftlicher produzieren.
elumatec-Maschinen bestehen aus hochwertigen Komponenten. So werden z.B. leistungsstarke Motoren verwendet, um die Verfahrgeschwindigkeit entlang der X-Achse zu erhöhen und so Bearbeitungszeit zu minimieren. Auch die bewährte Programmiersoftware eluCad sorgt für eine optimierte Profilbearbeitung. Allerdings kann der Maschinenbediener sein Stabbearbeitungszentrum unbeabsichtigt langsamer machen, wenn er unpassende Einstellungen wählt. Das Resultat ist so ähnlich, wie wenn man einen Sportwagen mit angezogener Handbremse fährt: Eigentlich könnte es schneller gehen! Häufige Fehler in diesem Zusammenhang sind:
- überflüssige Werkzeugwechsel
- Arbeiten ohne Tiefentabelle
- unnötig Prioritäten setzen
- auf die Bearbeitung bezogen falsche Werkzeuge
- falsche Vorschübe und Drehzahlen
- umständliche Programmierung und Handhabung von eluCad.
Sägen statt Fräsen
Speziell beim 5-Achs-Zentrum SBZ 151, zu dessen Werkzeugen ein großes Sägeblatt mit 500 mm-Durchmesser auf einem separaten Ablageplatz und ein kleines Sägeblatt mit 180 mm-Durchmesser im Werkzeugmagazin gehören, ist auf Folgendes zu achten:
– Sägen ist schneller als Fräsen: durch den cleveren Einsatz der beiden Sägeblätter lässt sich viel Bearbeitungszeit sparen.
– richtiges Arbeiten mit Sägeblättern, um Arbeitsunfälle zu vermeiden. Erst waagerecht sägen und dann senkrecht. Wenn diese Abfolge nicht eingehalten wird, kann nach dem waagerechten Trennschnitt ein abgetrenntes Profilstück auf das rotierende Sägeblatt fallen und kraftvoll weggeschleudert werden.
– große und schwere Reststücke müssen gespannt werden. Die Teile können sich sonst beim Sägen senken und ins Sägeblatt drehen.

Der clevere Einsatz von Sägeblättern verkürzt Bearbeitungszeiten. Auch Klinkungen können oft mit dem Sägeblatt ausgeführt werden.
Werkzeugoptimierung
eluCad erzeugt das Bearbeitungsprogramm, das auf dem detaillierten Branchenwissen des Software-Entwicklungsteams basiert. Die Programmierung der Zielmaschine wird von eluCad in vielerlei Hinsicht optimiert: Das Softwareprogramm legt unter anderem für die Bearbeitungen eine Werkzeugauswahl fest, die Werkzeugwechsel vermeidet, wo immer es geht. Ein 14 mm-Loch und ein 12 mm-Loch werden z.B. beide mit einem 10 mm-Werkzeug gefertigt, wenn dies gerade eingespannt ist und sich genauso gut für die Bearbeitung eignet.
Es muss also nicht immer das zum Durchmesser der Bearbeitung genau passende Werkzeug verwendet werden. Nur das Arbeitsergebnis zählt und auf dem Weg dorthin kann durch weniger Werkzeugwechsel viel Zeit gespart werden. Dieser Zeitgewinn entfällt, wenn überflüssige Werkzeugwechsel veranlasst werden und Prioritäten falsch gesetzt sind.
Prioritäten setzen

Die eluCad-Werkzeugoptimierung vermeidet überflüssige Werkzeugwechsel. Dieser Zeitgewinn entfällt, wenn Prioritäten falsch gesetzt sind.
Die Funktion ist für aufeinander folgende Arbeitsgänge wie z.B. Schruppen und Schlichten nötig – oder für komplizierte Klinkungen. Wenn z.B. an Mehrkammerprofilen Außenmaterial abgefräst werden muss, um tiefer liegende Bearbeitungen ausführen zu können, ist diese Funktion das Mittel der Wahl. Der Maschinenbediener kann Prioritäten aber z.B. so setzen, dass die Spindel oft von der Oberseite zur Rückseite des Profils schwenken muss, anstatt zuerst alle Bearbeitungen auf der Profiloberseite auszuführen. Das häufige Schwenken verursacht dann mehr Bearbeitungszeit, als nötig gewesen wäre.
Bearbeitungszeit wird auch dann unnötig verbraucht, wenn die Spindel durch Eintragungen bei „Prioritäten setzen“ dazu veranlasst wird, lange Verfahrwege entlang der X-Achse zu absolvieren, um z.B. abwechselnd an den Enden eines 6 m langen Profils Bearbeitungen durchzuführen. Wegeoptimierung gehört zu den Eigenschaften von eluCad – das Programm kann aber nur dann überflüssige Verfahrwege vermeiden und die kürzesten Wege zwischen Bearbeitungspunkten errechnen, wenn der Maschinenbediener nicht den Programmablauf beeinflusst und andere Prioritäten setzt.
Eilgang statt Arbeitsgang dank Tiefentabelle
Die Tiefentabelle erfasst den Aufbau des Profils – wo ist Material, das eventuell ausgeräumt werden muss und wo sind Zwischenräume, bei denen es nichts zu bearbeiten gibt? Entsprechend lässt sich aus der Tiefentabelle ableiten, wo die Maschine im Arbeitsgang fahren muss, um Material auszuräumen und wo im schnelleren Eilgang z.B. durch die Zwischenräume von Mehrkammerprofilen gefahren werden kann. Nur, wenn die Tiefentabelle vorliegt, lässt sich der Zeit sparende Eilgang einsetzen. Sonst arbeitet die Maschine im Arbeitsgang – auch wenn gar kein Material auszuräumen ist.
Produktionsbegleitung: hilft kurzfristig mit Langzeiteffekt

Wo muss im Arbeitsgang Material ausgeräumt werden, wo kann im schnelleren Eilgang durch die Zwischenräume von Mehrkammerprofilen gefahren werden? – Wer mit Tiefentabelle arbeitet, hat solche Informationen.
Einstellungen, welche die Stangenbearbeitung verlangsamen, können bei einer Produktionsbegleitung erkannt und geändert werden. Die Produktionsbegleitung ist eine Dienstleistung der elusoft GmbH, bei der ein erfahrener elusoft-Anwendungstechniker das Unternehmen vor Ort besucht. Firmenindividuelle Fragen lassen sich so schnell klären und optimale Einstellungen für die benötigten Bearbeitungsprogramme finden.
Die Anwendungstechniker können Einsatzmöglichkeiten der Maschine ausreizen, Werkzeuge optimal einsetzen, gegebenenfalls hilfreiche Makros erstellen und die Profilbearbeitung mit Optionen der eluCad-Software beschleunigen. elusoft-Anwendungstechniker erkennen schnell, wo eventuell ein variables Programm die Arbeitsvorbereitung deutlich beschleunigt.
Ein Beispiel: Unser elusoft-Anwendungstechniker war bei einem Kunden, der unter anderem Zäune sowie Windschutzsegmente für Restaurant-Terrassen fertigt. Der Kunde hat ein 3-Achs-Zentrum SBZ 122. Zu bearbeiten sind Rundpfosten sowie U-förmige Profile, die zwischen den Pfosten montiert werden. Diese U-förmigen Profile nehmen unterschiedliches Plattenmaterial wie z.B. Streckmetall oder Glas auf. Solche Segmente werden dann zwischen den Pfosten montiert, die den Sitzbereich einfassen.
Abhängig von den örtlichen Gegebenheiten stehen die Pfosten nicht in einer Reihe, sondern sind in unterschiedlichen Winkeln zueinander versetzt. Diesen Winkeln entsprechend müssen alle Bearbeitungen für die querliegenden U-Profile am Pfosten ständig an unterschiedlichen Positionen ausgeführt werden. Auch wenn sich die Pfostenlänge auftragsbezogen ändert, müssen die Bearbeitungen versetzt werden.
Variables Programm
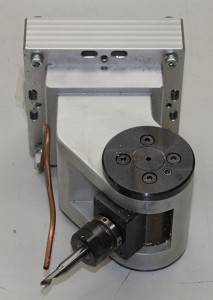
Ein verstellbarer Winkelkopf für das SBZ 122 erschließt zusätzliche Bearbeitungsmöglichkeiten
Die Lösung unseres Anwendungstechnikers: Da die U-Profile nicht an allen Seiten Bearbeitungen benötigten, lassen sich 2 Profile nebeneinander spannen. Das SBZ 122 des Kunden hat 2 Anschläge – also können gleich 4 Profile auf einmal gespannt werden. Jedes Segment zwischen den Pfosten benötigt 4 Profile – oben, unten sowie an beiden Seiten. Der Kunde hat also alle für die Einfassung eines Segments benötigten Profile auf dem Maschinentisch liegen und kann das Segment fertigen, sobald das Bearbeitungsprogramm beendet ist.
Die Bearbeitungen zur Aufnahme der U-Profile fasste unser Anwendungstechniker zu Makros zusammen, die verschoben werden können. Für den Kunden schrieb unser Experte ein variables Programm, das – abhängig vom benötigten Stellwinkel der Pfostenreihe und der benötigten Pfostenlänge – die gewünschten Bearbeitungen automatisch platziert. Auftragsprogrammierung gehört zu den Kernkompetenzen von elusoft-Anwendungstechnikern – da diese auch eluCad-Schulungen leiten, bekommen Kunden hier ihr Bearbeitungsprogramm direkt vom Spezialisten.
Weil das 3-Achs-Zentrum des Kunden einen Winkelkopf hat, lassen sich alle Bearbeitungen mit dem SBZ 122 ausführen. Allerdings muss der Winkelkopf öfters verstellt werden. Mit dem 4-Achs-Zentrum SBZ 140 hat elumatec ein Stabbearbeitungszentrum im Angebot, das solche manuellen Einstellungen unnötig macht: diese Maschine kann um die A-Achse schwenken. Dank der vielfältigen Anpassungen unseres Anwendungstechnikers hat der Kunde auch für sein 3-Achs-Zentrum eine optimierte Fertigungslösung bekommen, mit der er sein benötigtes Produktspektrum effektiv und clever fertigen kann.
Spielraum für Optimierungen nutzen
Das Beispiel zeigt: Tipps der elusoft-Experten während der Produktionsbegleitung nutzen den Spielraum für Optimierungen bei aktuellen Aufträgen des Kunden. Oft profitieren Maschinenbediener auch im zukünftigen Arbeitsalltag von den bewährten Praxis-Tipps, die sie während der Produktionsbegleitung kennengelernt haben. Kunden, die ein elumatec-Stabbearbeitungszentrum sowie eluCad einsetzen und an einer Produktionsbegleitung interessiert sind, könne sich gerne telefonisch (0 71 57/526 65 00) oder per Mail (info@elusoft.de) an elusoft wenden.